
それでもPVC世界で最も一般的な非金属パイプであるPPR(ポリプロピレンランダムコポリマー)は、世界の多くの地域で標準的なパイプ材料です。PPRジョイントはPVCセメントではなく、特殊な溶融ツールで加熱され、基本的に一体化されます。適切な機器を用いて正しく作成すれば、PPRジョイントから漏れが発生することはありません。
融合ツールを加熱し、パイプラインを準備する
1
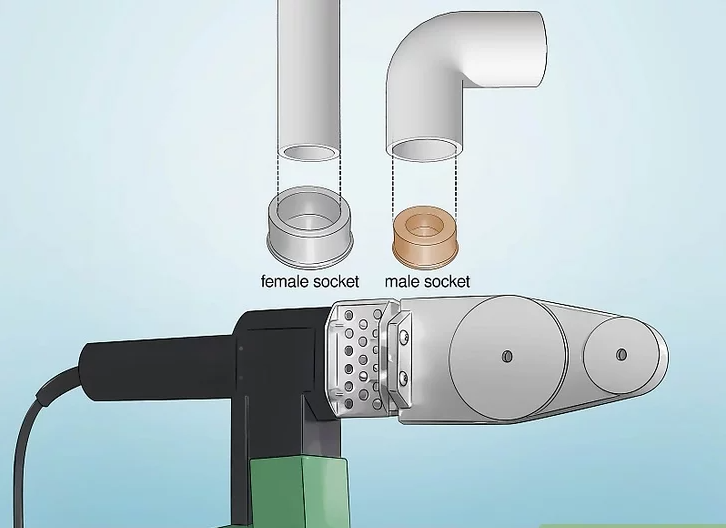
適切なサイズのソケットをフュージョンツールに取り付けます。PPR溶接工具には、一般的なPPRパイプの直径に対応した様々なサイズのオスとメスのソケットが付属しています。したがって、直径50 mm(2.0インチ)のPPRパイプを使用する場合は、50 mmと表示されているスリーブのペアを選択してください。
ハンドヘルド融合ツールは通常、PPR16 ~ 63 mm (0.63 ~ 2.48 インチ) のパイプを処理でき、ベンチ モデルは少なくとも 110 mm (4.3 インチ) のパイプを処理できます。
PPR 融合ツールのさまざまなモデルがオンラインで見つかります。価格は 50 ドル程度から 500 ドル以上までの範囲です。
2
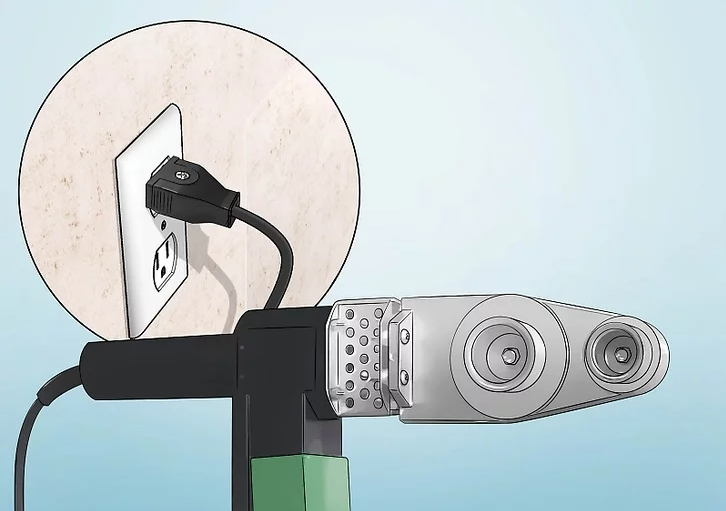
融着工具を挿入してソケットの加熱を開始します。ほとんどの融着工具は標準の110Vコンセントに差し込みます。工具はすぐに加熱を開始しますが、場合によっては電源スイッチをオンにする必要があります。機種によって異なりますが、工具がソケットを必要な温度まで加熱するまで数分かかる場合があります。[3]
熱融着工具を使用する際は、細心の注意を払い、工具が作動して高温になっていることを周囲の全員に知らせてください。ソケットの温度は250℃(482℉)を超え、重度の火傷を引き起こす可能性があります。
3
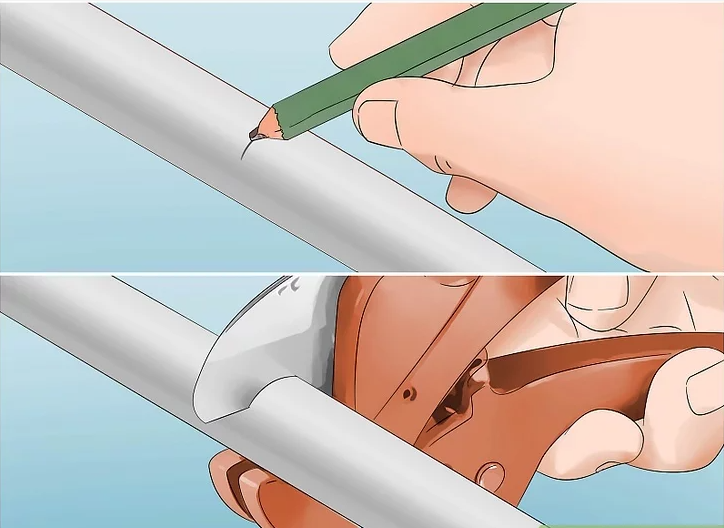
パイプを滑らかできれいな長さに切り取ります。溶着工具が加熱されたら、効果的な工具を使用して、パイプに印を付け、シャフトに対して垂直にきれいな切断面が得られるように必要な長さに切断します。多くの溶着工具セットには、トリガー式またはクランプ式のパイプカッターが付属しています。説明書に従って使用すると、PPRに滑らかで均一な切断面が得られ、溶着に最適です。[4]
PPRパイプは、各種の手鋸、電動鋸、または車輪付きのパイプカッターで切断することもできます。ただし、切断面はできるだけ滑らかで均一になるようにし、バリは目の細かいサンドペーパーで取り除いてください。
4
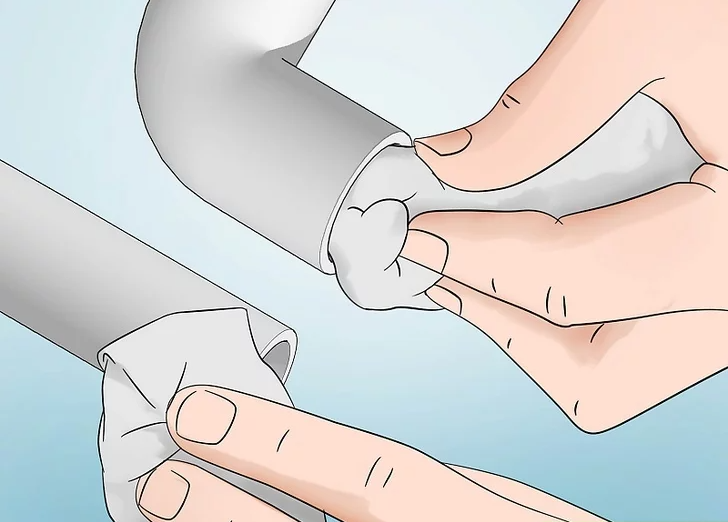
PPR部品は布と推奨クリーナーで清掃してください。フュージョンツールキットには、PPRチューブ専用のクリーナーが推奨されている場合や、同梱されている場合もあります。説明書に従って、このクリーナーをパイプの外側と接続する継手の内側に使用してください。部品をしばらく乾燥させてください。[5]
どのタイプのクリーナーを使用すればよいか分からない場合は、フュージョンツールの製造元にお問い合わせください。
5
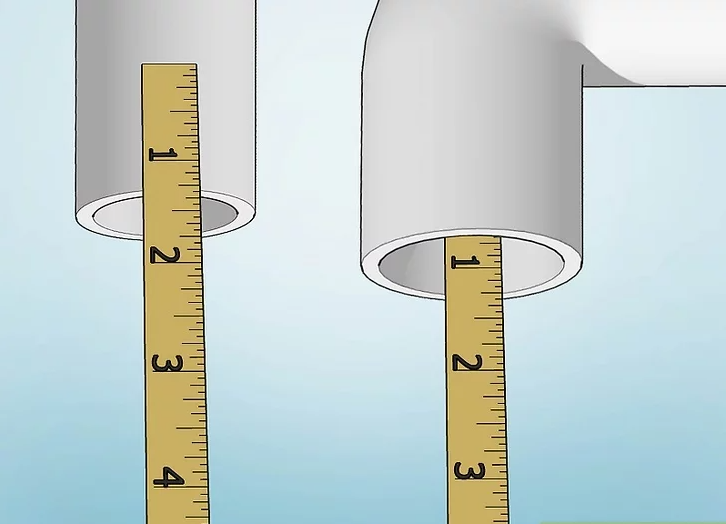
パイプ接続端の溶接深さをマークします。溶接工具セットには、様々な直径のPPRパイプに適切な溶接深さをマークするためのテンプレートが付属している場合があります。鉛筆を使って、チューブに適切な深さをマークします。
あるいは、使用している継手(90度エルボ継手など)に巻尺を差し込み、継手の小さな突起に当たるまで測定することもできます。この深さから1mm(0.039インチ)を差し引き、パイプに溶接深さとして印を付けます。
6
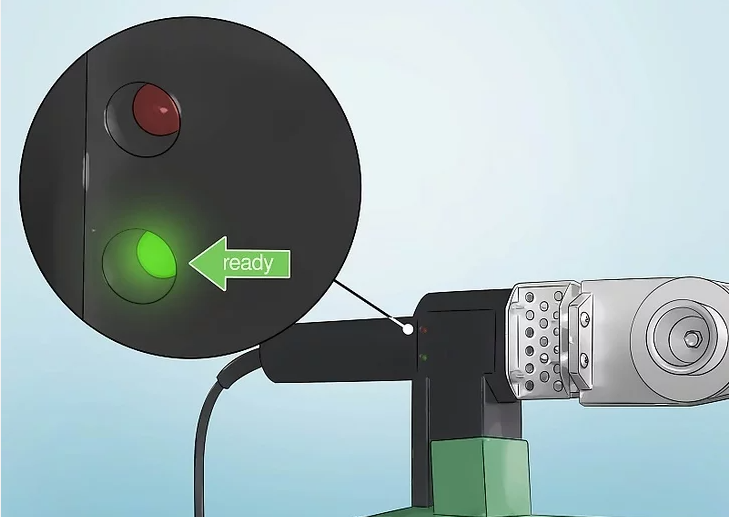
フュージョンツールが完全に加熱されていることを確認してください。多くのフュージョンツールには、ツールが加熱され準備完了したことを知らせるディスプレイが付いています。目標温度は通常260℃(500℉)です。
融合ツールに温度表示がない場合は、プローブまたは赤外線温度計を使用してソケットの温度を読み取ることができます。
温度指示棒(例:Tempilstik)は溶接用品店で購入できます。260℃(500°F)で溶ける木の棒を選び、各ソケットに1本ずつ当てます。
投稿日時: 2021年12月31日



